

THURSDAY, FEBRUARY 16, 2017
William Corbett is the Chief Operations Officer for KTA-Tator, Inc., where he has been employed for over 37 years. He is an SSPC Certified Protective Coatings Specialist, an SSPC Level 3 Certified Protective Coatings Inspector and a Level 2 Certified Bridge Coatings Inspector, as well as a NACE International Level 3 Certified Coating Inspector. He instructs several training courses for both SSPC and KTA.

|
|
| Images: William Corbett/KTA-Tator |
|
William Corbett spoke with PaintSquare News about new research on surface profile and reblasting, and what it means for contractors in the field. |
He received the President’s Lecture Series Award at SSPC 2017 for his presentation, “Too Deep or Too Shallow: Can Surface Profile Be Changed by Additional Blast Cleaning?” The presentation was based on new research Corbett performed, along with Carly McGee and Jason Coley, also of KTA-Tator.
Corbett spoke with PaintSquare News about the new research and what it means for those who perform blasting operations.
Where did the idea for this specific research originate?
We receive telephone calls and emails about problems that contractors or owners have on the job. One that we had heard about with some frequency is excess surface profile depth. That can be caused by a multitude of factors, but nonetheless, [the question is]: “What can be done about it?”
The response is typically, “Well, just put a little more paint on to cover the heavy profile and move on.” That’s a potential resolution, but the question remains, why is this occurring [what is the root cause]? Excessive surface profile that is not corrected is a nonconformance. So, three questions come to mind: Why is it occurring, can it be prevented, and can it be fixed?
Naturally, you can deepen a shallow surface profile by re-blast cleaning the surface with a larger abrasive. We looked at that attribute in the research, only because we were already gearing up to investigate surface profile reduction by re-blast cleaning. But really, the focus was to answer the questions, if you have an excessive surface profile, can it be reduced? And does re-blasting effect peak density/peak count, as these are important for both coating system adhesion and resistance to undercutting when the coating system is damaged in service? We couldn’t find anyone who really had solid answers, which is why we did the research.
What was the basic methodology?
We blast-cleaned 2-foot-by-2-foot carbon steel panels [divided into quadrants] with a small abrasive, intentionally, to create a shallow profile [i.e., 1-mil], and then re-blast cleaned it with a larger abrasive to try to deepen that profile. And we investigated the opposite situation: We blast-cleaned panels with a large abrasive, to achieve a nominal 5-mil surface profile, to create an excessive profile, then we attempted to reduce it by re-blasting the surfaces with a smaller abrasive. We used both a mineral abrasive and a steel grit abrasive in the research.
We also tried to reduce the deep surface profile by re-blasting the surface with the same (large) abrasive, but by holding the blast nozzle parallel to the surface, because that’s a technique that was talked about in the field. In this manner, the contractor can potentially use the same abrasive, yet reduce the profile depth. But we questioned whether this would simply roll-over the high peaks and reduce peak density.
 |
|
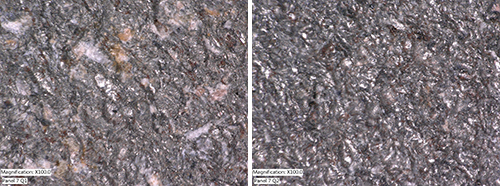
Initial roughness with a larger abrasive (left), is compared here with roughness after reblasting with a smaller abrasive. |
We did everything in a walk-in blast room in our laboratory. A concern that came up at the conference after the presentation was, “Did you do this research all in a glove box? That’s not going to represent field work.” And we said, no, this was done with production equipment, in a walk-in blast room.


After we did all those things, we took measurements of surface profile depth using a couple different methods, we determined peak count and peak density, and acquired some digital microphotographs of the prepared surfaces at 100X. The question we were seeking an answer to was, “Perhaps you can increase and decrease surface profile depth with a re-blast; but does that adversely affect peak density or peak count?” That is, we’ve achieved the right surface profile now, but what did we do to the peak count and peak density; something that is rarely measured in the shop or field but is important for coating performance?
Were you at all surprised by what you ended up finding?
When we started with a shallow profile and we re-blast cleaned specific quadrants of the steel panels with a larger abrasive, we were successful in increasing the profile depth—that was all but intuitive, but we were successful—and we really didn’t see a big change in peak count or peak density compared to using the “correctly sized” abrasive to begin with.


 |
|
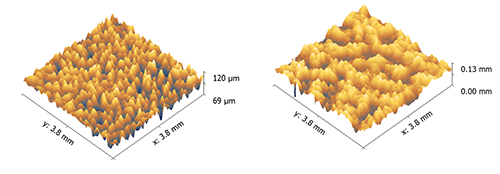
The study also looked at peak density in reblasting, such as in this comparison, between one abrasive used on mill scale (left) versus the same abrasive used in a reblast of a surface already blasted wtih a larger abrasive (right). |
The interesting thing was, when you go the opposite direction—when you have a deep surface profile and you re-blast clean the surface with a smaller abrasive, you can reduce the surface profile, but your peak count and peak density suffer considerably, compared to using the “correctly sized” abrasive from the start.
What practical information should a contractor who’s performing blasting keep in mind in relation to this new research?


What you have to remember from a practical sense is that the surface has already been blast-cleaned. It’s clean. It just has the wrong surface profile. So now you’re asking a blaster to don the blast helmet, go back into the containment, tank or whatever environment, re-blast a surface that’s already clean, with another abrasive, so they’re essentially just re-profiling it—they can’t see any effect because they’re not removing anything; there is no obvious change in appearance. Instead, they should consider waiting until the surface rusts back a bit, and then re-blast. It’s nearly impossible to achieve the correct surface profile consistently throughout, without seeing a change in the surface as it is being re-prepared.
The other message for contractors is: Before you start production blast-cleaning, prepare a test section. Find out what the surface profile yield is going to be on the actual structure. Because even if you have the right size abrasive, the steel might be a little older, and might be a little softer than the higher-strength steel we’re using today. So the surface profile that you attained with the same size abrasive on some other job may not yield the same on the current project. And there may be a deep profile under the existing paint system that you’re simply uncovering, but you might get blamed for it. Specifications often require the contractor to prepare a jobsite standard for surface cleanliness, but rarely require the surface profile depth to be measured in the same area.
By preparing a test patch up front, for example, blast cleaning 10 or 20 square feet on the actual structure, and taking a few measurements of surface profile before going into production mode, the contractor can really save a lot of time, effort and aggravation.


Abrasive suppliers often provide a typical surface profile yield for a given size of abrasive, but that information may be misleading—not intentionally misleading, it’s just that there are so many variables that affect surface profile depth. And it may be data they generated in a laboratory based on a certain size abrasive and certain test parameters, but it’s not likely to mimic shop/field work.

Tagged categories: Bill Corbett; Blasting; KTA-Tator; Peak density; Peak height; Quality control; Research; Surface preparation; Surface Preparation; Surface profile

